Model pro optimalizaci zapouzdření FV modulů
Rakouský tým vyvinul model pro optimalizaci parametrů laminace a označení kritických, nedostatečně zasítěných a nekonzistentních zapouzdřovacích laminací. Mohl by být vhodný zejména pro výrobu solárních panelů s dvojitým sklem. Výzkumníci z rakouského Institutu polymerních materiálů
Rakouský tým vyvinul model pro optimalizaci parametrů laminace a označení kritických, nedostatečně zasítěných a nekonzistentních zapouzdřovacích laminací. Mohl by být vhodný zejména pro výrobu solárních panelů s dvojitým sklem.
Výzkumníci z rakouského Institutu polymerních materiálů a testování (IPMT) na univerzitě v Linci vyvinuli model pro zlepšení kvality a konzistence procesu vytvrzování ultrafialových (UV) průhledných zapouzdřovacích hmot, jako je kopolymer etylenvinylacetát (EVA) a polyolefinové elastomerní (POE) filmy.
Nový model se zakládá na rychlostní rovnici Arrheniova typu a modelu reakční rychlosti. Úspěšně se validoval za izotermických i neizotermických podmínek.
„Hlavní výhodou je poměrně jednoduchý a spolehlivý přístup k optimalizaci parametrů laminace a identifikaci kritických, nedostatečně zasítěných míst zapouzdření. Integrace teplotních senzorů do vakuových laminátorů by umožnila okamžitě monitorovat stupeň vytvrzení pro různé konfigurace modulů,“ uvedl výzkumník IPMT Gabriel Riedl.
Model se prezentoval v „Modelování neizotermické kinetiky vytvrzování peroxidových síťujících polyolefinových kopolymerů pro laminaci fotovoltaických modulů“, publikované v Polymer Testing. Studie zahrnovala jak experimentální měření, tak tepelný simulační model. Zahrnovala výrobu minimodulů o rozměrech 300 mm × 200 mm × 7 mm, vyrobených z bifaciálních napůl řezaných solárních článků zapouzdřených v materiálu EVA a POE a zpracovaných ve vakuovém membránovém laminátoru.
Model pro optimalizaci parametrů laminace
Doba předběžné evakuace byla 3 minuty a poté následovalo laminování 900 s s aplikovaným tlakem 600 mbar. Následně se lamináty podle výzkumného týmu ochladily na 30 °C. Teploty se sledovaly umístěním sedmi senzorů v minimodulech, které se zaznamenávaly současně s dataloggerem.
Kinetika vytvrzování předpokládala teplotně závislý Arrheniusův rychlostní koeficient a implementovala model reakční rychlosti. Validace se provedla za izotermických i neizotermických podmínek s „výbornou“ shodou experimentálních a modelových dat, poznamenal tým.
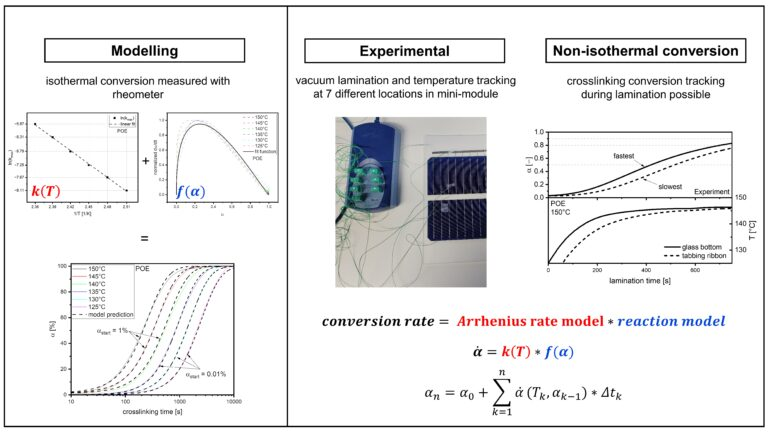
„Teplota laminace 150 °C vedla k nedostatečnému vytvrzení modulů na bázi POE po době laminace 750 sekund. Nicméně při 160 °C byly rychlosti vytvrzování zkoumaných typů POE srovnatelné s EVA při 150 °C a konečné konverze byly výrazně nad 90 % u obou zapouzdřujících látek,“ uvedli vědci.
„Implementovaný model kinetiky neizotermického vytvrzování umožňuje pokročilé studie zapouzdření během procesu laminace fotovoltaických modulů a zakládá se na jednoduchých fyzikálních vztazích,“ uvedl tým s tím, že jde o „všestranný nástroj pro hodnocení izotermické zesíťování peroxidem modifikovaných zapouzdřovacích látek“, jakož i pro vývoj a testování nových formulací zapouzdřovacích materiálů.
Výzkumníci popsali jednoduchost modelu a poznamenali, jak umožňuje posouzení stupňů konverze zapouzdřených látek v různých typech fotovoltaických modulů pouze na základě použitého teplotního profilu laminace.
Při pohledu do budoucna Riedl zdůraznil potřebu posoudit vliv stupně předzesíťování na dlouhodobou odolnost proti delaminaci. „To je velmi důležité pro moduly s dvojitým sklem, které jsou náchylné ke stlačení okrajů během laminace. Kromě toho jsme otevřeni předat naše know-how normalizačním orgánům a přispět k přizpůsobení příslušných norem IEC,“ řekl Riedl.
Zdroj: pv-magazine, Vapol